SMT solder process - solder paste printing
1. The essence of solder paste printing process
1) The essence of solder paste printing
The solder paste printing process mainly solves the problem of solder paste printing consistency (filling and transfer), rather than the problem of solder paste demand for each solder joint. In other words, the solder paste printing process solves a problem of welding pass rate fluctuation, rather than a problem of high or low pass rate! To solve the problem of high or low pass rate, the key lies in solder paste distribution, that is, through the optimization and matching design of pads, solder resists and steel mesh windows, the amount of solder paste is distributed to each solder joint as needed.
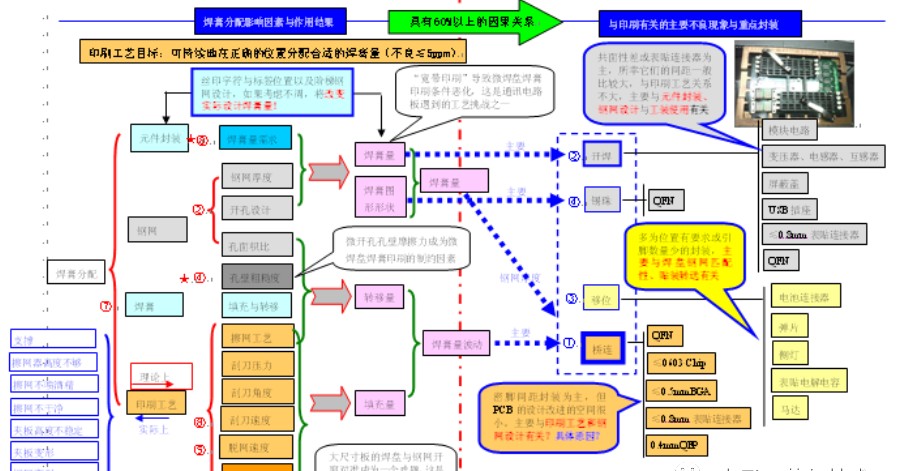
We often hear that "more than 60% of poor welding is caused by poor printing", but this is not accurate. To be precise, it should be "more than 60% of poor welding is caused by solder paste distribution".
2) The relationship between welding pass rate and solder paste distribution
2. The principle of solder paste printing
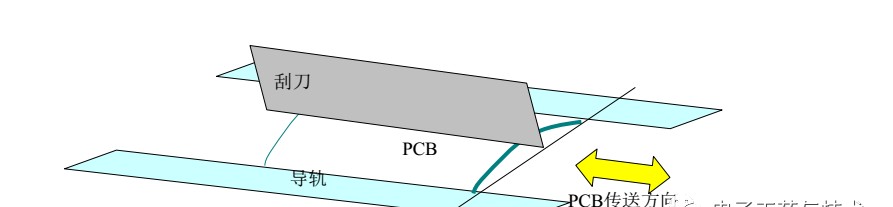
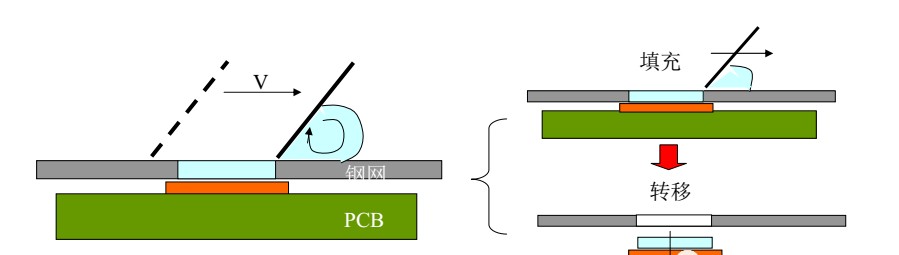
The principle of solder paste printing is shown in the figure. The solder paste is filled into the steel mesh window by scraping with a scraper, and then the solder paste is transferred and deposited on the PCB pad by separating the printed board and the steel mesh. Obviously, the solder paste printing process can be divided into two sub-processes: filling and transfer.
1) Factors affecting solder paste filling
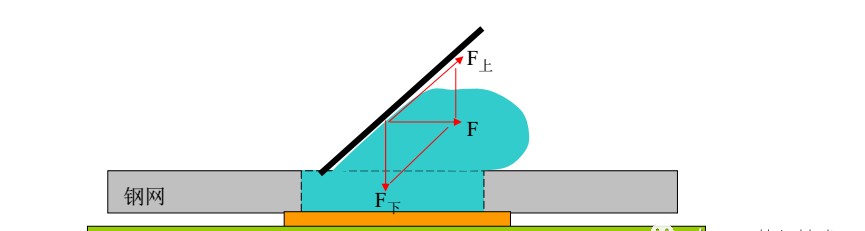
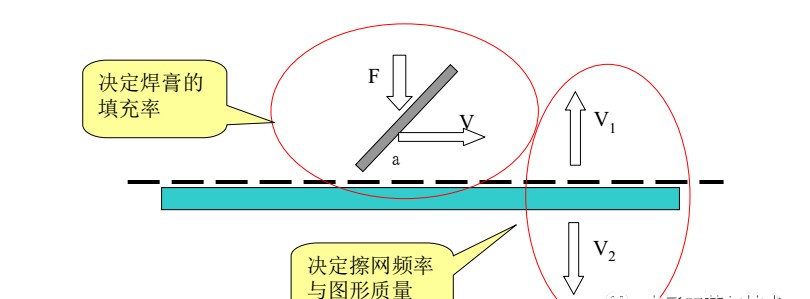
The filling rate of solder paste mainly depends on the printing speed, scraper angle and solder paste supply, as shown in the figure. Simply put, the faster the speed and the smaller the angle, the greater the downward force of the solder paste, and the easier it is to fill. But it is also more likely to squeeze the solder paste to the bottom of the steel mesh or the risk of incomplete filling. For details, see the relevant monograph.
2) Factors affecting solder paste transfer
The transfer rate of solder paste mainly depends on the area ratio of the steel mesh and the roughness of the steel mesh hole wall, as shown in the figure.
The area ratio is an important factor affecting solder paste transfer. In engineering, the area ratio is generally required to be greater than 0.66. Under this condition, a transfer rate of more than 70% can be obtained, as shown in the figure.
3. Factors affecting the consistency of solder paste volume
The ideal goal of solder paste printing is that the solder paste pattern is complete, the position is not biased, and the thickness is consistent. The core is that the "position" and "volume" meet the requirements and maintain consistency.
The control of the solder paste pattern position is generally simple, as long as the steel mesh and the pad are aligned. The real difficulty is to keep the solder paste printing volume in line with the requirements and maintain consistency.
The factors that generally determine the amount of solder paste are:
(1) The filling rate of solder paste, which depends on the setting of the scraper and its motion parameters;
(2) The transfer rate of solder paste, which depends on the area ratio of the steel mesh window to the side wall;
(3) The gap between the steel mesh and the PCB, which depends on the PCB pad, solder mask design and printing support.
Filling rate - the volume percentage of the steel mesh window filled with solder paste during printing;
Transfer rate - the volume percentage of solder paste deposited on the pad in the steel mesh window.
4. Control of solder paste printing process
1) Requirements for setting printing parameters
The main equipment parameters for solder paste printing are: scraper angle (α), pressure (F), speed (v) and demolding speed (V1/V2), as shown in the figure.
(1) Scraper angle
The smaller the scraper angle, the greater the downward force applied to the solder paste, but it is also more difficult to scrape the solder paste off the surface of the steel mesh. If the angle is too large, the solder paste cannot roll and the solder paste filling effect is also relatively poor.
The recommended scraper angle is 45°~75° (generally, the fully automatic machine is fixed at around 60°).
(2) Scraper speed
The scraper speed affects the solder paste filling rate. The faster the scraper speed, the lower the viscosity of the solder paste, which is more conducive to solder paste filling; but on the other hand, the faster the speed, the shorter the solder paste filling time, which is less conducive to solder paste filling. In other words, the effect of scraper speed on filling is complex. Generally speaking, before the speed is 100mm/s, the filling time plays a dominant role, and after 100mm/s, the solder paste viscosity plays a dominant role. But there is one thing in common, that is, too fast (higher than 180mm/s) or too slow (lower than 20mm/s) speed is not conducive to solder paste filling.
Whether the scraper speed is appropriate should be judged from the filling effect.
Recommended scraper speed range:
a) Boards with normal pitch components: 140~160mm/s;
b) Boards with fine pitch components: 25~60mm/s.
(3) Scraper pressure
Scraper pressure actually controls the downward stroke of the scraper. When printing, as long as the bottom surface of the steel mesh is in contact with the PCB without gaps and the surface solder paste is scraped clean, the lower the pressure, the better!
The scraper pressure is generally set at 0.5Kg/1″ for initial setting.
(4) De-screening speed
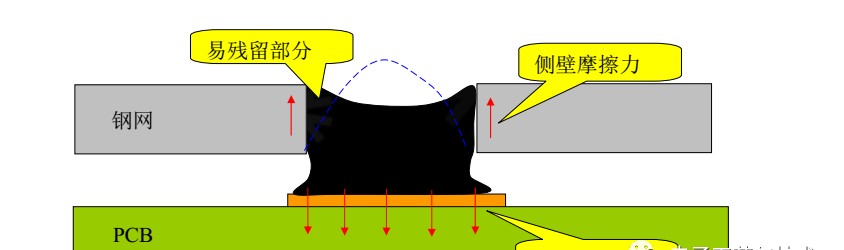
The de-screening speed, including PCB detachment and scraper detachment speed (V1/V2), is also one of the important factors affecting the quality of solder paste printing graphics. Generally speaking, the faster the de-screening speed, the lower the viscosity of the solder paste at the hole wall, and the easier it is to separate from the steel mesh and keep the image in its original state. However, when the de-screening speed exceeds a certain limit, it is easy to cause the steel mesh to rebound and form a "dog ear" phenomenon; if it is too slow, the steel mesh can easily take away the edge of the solder paste, forming a bun-shaped or edge burr phenomenon, as shown in the figure. The specific appropriate speed depends on the viscosity of the solder paste itself.

5) Others
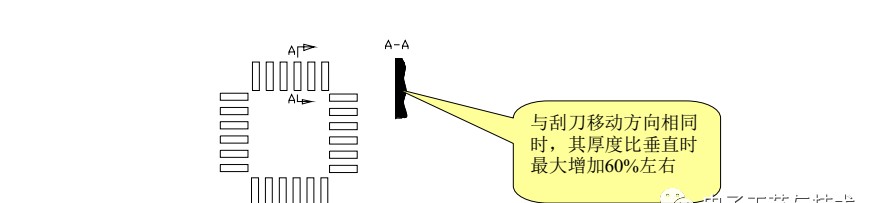
In addition, the direction of the scraper movement relative to the steel mesh window also affects the solder paste deposition rate (the actual amount of solder paste with the combined effect of the filling rate and transfer rate). Generally speaking, the solder paste deposition on the pad parallel to the scraper movement direction will be more, and the surface will be wavy and uneven (the result of pressure release); while the solder paste deposition on the pad perpendicular to the scraper movement direction is less and wider (this is related to the printing speed), as shown in the figure.
This phenomenon shows that the steel mesh window pattern has an impact on the filling rate. The solder paste pattern that has been scraped flat in a single window will be affected by the subsequent continued filling, and will not completely maintain the "scraped flat" state, and may be squeezed and bulged.
1. Wiping the mesh
The purpose of wiping the mesh is to maintain Stable printing thickness and complete graphics.
Generally, the integrity of graphics is easy to identify, but the thickness must be measured with a special solder paste thickness tester, which cannot be identified by visual inspection. Therefore, it is extremely important to regularly check the thickness of solder paste.
In addition to turning on the automatic cleaning function of the printer, regular manual cleaning is generally required.
During the printing process, as the number of printings increases, the bottom of the steel mesh will be contaminated and a hard scab will form around the orifice
(equivalent to the steel mesh becoming thicker and the opening area becoming smaller), which needs to be cleaned regularly (wipe with a non-woven cloth dipped in a cleaning agent or scrape with a scraper). For solder paste printing of components with normal spacing, manual cleaning is generally required every 30 to 50 boards printed; if the continuous printing time exceeds 8 hours, it should be thoroughly cleaned once with a cleaning machine, Remove the dry solder paste crust around the hole.
It should be reminded that the wet cleaning function should be used with caution. The solder paste on the side wall of the steel mesh actually has a lubricating function,
which is conducive to demolding (steel mesh). If it is washed too clean, it will be harmful and not conducive to demolding!
2. PCB support
PCB support is the most important debugging content for solder paste printing.
Lack of effective support or unreasonable support of PCB will cause solder paste thickening, which will be fatal for the welding of fine pitch components.
The goal of PCB support is that the steel mesh can be close to the PCB surface under the pressure of the scraper.
The general experience is to support the PCB in a state of slight upward deformation in the width direction, as shown in the figure, so that the PCB can be parallel to the contact point of the scraper.