
USB warps up after reflow, how to solve it?
LEO: Hello everyone: How to solve the problem of this USB warping after reflow?


toby: Will the second side warp when it goes through the furnace?
leo: This side is the second time
Liao Xiaobo: Doesn’t this kind of part need tooling for reflow?
leo: Do I need to use tooling to press it?

toby: If it is the first side of the patch, and it goes through the furnace facing down for the second time, you can choose to use glue or jigs to prevent mistakes.
leo: The second side
toby: Did it warp after the patch was put through the furnace?
leo: Yes, I don’t know if there is any shaking. This batch is small, and it is finished now
toby: Should the red part be lower?

Liao Xiaobo: We have not used the reflow process to solder this kind of part. However, according to the principle of reliable electronic product assembly process, for parts of this kind of product that are subject to repeated plugging and unplugging during service, we usually require mechanical installation and fixation before soldering. For this product, I think at least red glue should be considered for bonding. For such a large solder joint, not to mention "warping" during the welding process, even if there is a "tendency to warp", it may cause "solder disturbance", which is fatal to the reliability of the solder joint! @leo
george tsao: Reflow soldering parts do not need positioning pins or the corresponding holes of the board should be enlarged. These two pins should be separated from the plug-in holes and supported on the surface of the board...or do an experiment and take two parts, remove the positioning pins and then mount them to see if there is any problem
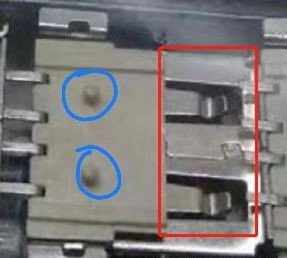
mark: Similar to this kind of interface, I used to do through-hole reflow soldering. I took out the defective products and checked whether the two springs in the red frame were lifted up, or put the raw materials on the board to see if they were furnace-fired. Another thing is whether the two positioning pins match the holes of the PCB. In the early days, we often encountered this mismatch problem. It was ok before the furnace. After the positioning pins were heated and expanded after the furnace, the whole material fell out or lifted up. @leo
Liu Haiguang: For reflow soldering, two pins to two holes are over-positioned, and one-to-one is better
george tsao: When it comes to problems related to positioning pins, before reflow soldering, the positioning pins of the parts and the corresponding positioning holes of the board are equal in pitch. It was inserted into the positioning hole just right, but the board entered the reflow soldering process, and the high temperature caused the board to bend, which caused the board positioning hole to shrink, but the pitch of the component positioning pin remained unchanged, so the component was squeezed up. After the board entered the reflow soldering process, the board was bent, causing the pitch of the board positioning hole to shrink..
Sweet as sugar: This kind of part cannot be changed into 4 jack fixing feet. Is the reliability too often plugged in and out
Chen Long: According to the picture, your company's PCB is FR4 1.6mm thick fiberboard, and the CTE of glass fiberboard is generally
2.9~5PPM. Even if the peak value rises to 245℃, the expansion and contraction should not be too large.
1 Check before the furnace to see if there is a seat that is not completely pasted into the hole (check the 200 furnace records), and the patch accuracy is poor, and the positioning foot is hung on the PCB hole wall and not flat. 2 The plastic material of the socket is poor, and the reflux cooling expands and contracts... 3 The vibration during transportation, the center of gravity of the socket is unbalanced, plus the CTE release force...
george tsao: If the size of the board's positioning hole and the size of the component positioning pin are just right, there is not enough tolerance, and the board is not loaded but directly passed through the furnace, the board bending caused by high temperature is very different from the theoretical CTE. If you are interested, you can go to the end of the furnace and look at the changes in the board passing through the molten solder area in the reflow furnace. You can see that the board will sink significantly, but why can't you see the bending after the board comes out of the furnace? This is because the glass fiber of the board softens due to heat. When the board reaches the area where the reflow soldering starts to cool down, the glass fiber starts to shrink and the board becomes flat again. Usually, parts are made of high-temperature resistant plastics when reflow soldering is used...
The pitch of the part positioning pin is the same as the pitch of the board positioning hole. When the board bends and sinks due to high temperature, the pitch of the board becomes smaller, and the board positioning hole will squeeze the part Positioning pins, push the parts up...
leo: Thank you, this batch has been completed, we will look at the next batch
Chen Long: The board bends when heated due to the change of CTE and TG in the Z direction of the board
Teacher Cao, when the reflow temperature gradually heats to the upper limit of the TG of the board, the board will become a gel; the device pressure will be applied to the gel PCB, and no matter how good the board is, it will bend. The board will be concave downward, and the concave hole distance will shrink, which may squeeze the positioning column foot space inward. But it shouldn't be too big for a 1.5 square centimeter USB socket component!
george tsao: If the size of the positioning hole of this part is just right to fit the positioning pin of the part, and there is not enough gap, it will be very sensitive. As long as the board is slightly bent, it will cause squeezing. Of course, this is also one of the possible factors. It is also very simple to verify. Just remove one of the positioning pins of the part and then mount it to see if the problem is solved. Then look at the relative position and surrounding of this part. The probability of board bending is high

Chen Long: It feels not easy to bend near the edge of the board, and it is not easy to bump
george tsao: The edge is hollowed out here without support, so it is easy to sink because the temperature in this area is higher

Chen Long: Wind convection, the temperature will be higher
george tsao: Blue area The edge of the board is placed on the track, and the board bends from the red arrow inward, sinking more towards the middle

mark: This material is particularly easy to deform if it is in the middle of the board, and it is also easy to deform on the diagonal line


![[Out of Stock] Supply Cut-off of Key PCB Materials Triggers Sharp Price Hikes!](/Uploads/news/6a2a77326cc84.jpg "[Out of Stock] Supply Cut-off of Key PCB Materials Triggers Sharp Price Hikes!")

